


Chamfering with Plastic Deformation / Compression Tools
Advanced Chamfering Tools use Compression (as against cutting) for creating chamfers on the edge. The pressure and the deformation of the material may modify the structure of the steel. The chamfering tool is like taper gear, with a width of roughly 10 – 15 mm, and normally is very well finished, with a surface like a mirror in order to prevent a quickly wear.
The key benefits of Chamfering with such tools are:
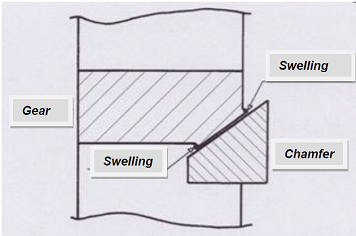
- Stronger gear tooth due to better material flow
- Accurate Chamfer Angles

A Pair of Chamfering Tools
The angles of the chamfers are definite by the tool drawing, but the size depends on the rolling time and the pressure of the tool against the gear. If the contact time between the tool and piece increase the chamfer becomes bigger.
The Pressure which defines the deformation force is generated with a pneumatic cylinder.
This method guarantees an “elastic force” that prevents some breakages.
Further the Tools are Self Centering, thus guaranteeing symmetrical chamfer on both sides of the work piece.


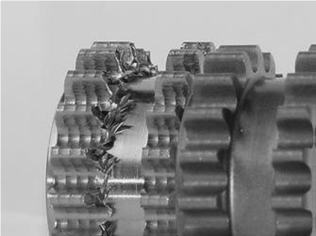
Gears that are chamfered and rolled have been tested after heat treatment
- cracks do not form in the rolled area.
- The structure is normal and corresponds to all the structural characteristics of the material.
Tool Configuration – Options
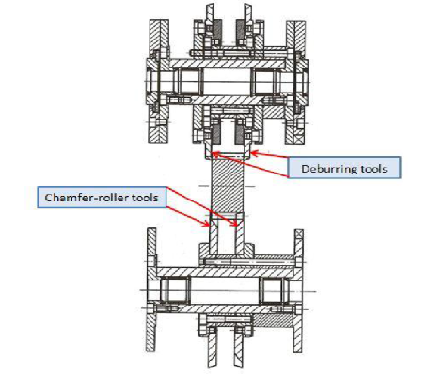
Chamfering/Deburring tools can be organized in various configurations for different types of gears, geared shafts and sprockets.
For example, cluster gears can be processed in a single operation with multiple chamfer/deburr tools organized as shown below.

Conclusion – Precision Gear Chamfering/Deburring
Gear Chamfering/Deburring is a Key Process Technology in Automotive Powertrain for achieving smooth gear transmissions. Capability to produce strong accurate chamfers is essential. In addition for gears that are later finished, a rolling operation can be integrated with Chamfering/Deburring. Multiple Configuration options in tooling enable a solution for a wide variety of automotive gears.
About Grind Master – SAMP Collaboration for Advanced Gear Chamfering / Deburring Machines
Grind Master launched Advanced Gear Deburring and chamfering Machine in Technical Collaboration with Samputensili of Italy in Imtex 2015. SAMP Gear Chamfering-Deburring is a reliable system used in the manufacturing of Spur and Helical Gears, well recognized for its generation of Consistent Chamfering results with Patented Tooling. Samputensili is a Global Brand in Gear Industry. Grind Master is known for its expertise in Metal Finishing, Deburring and Microfinishing.
Under the Collaboration Grind Master will build Gear Chamfering and Deburring Machines using Technology and Expertise from SAMP. The machines will be marketed under a common SU-GM brand name in India, and under the SAMP brand name globally.
Grind Master has built more than 6 machines under the Collaboration to date. A further 3 machines are under manufacturing currently. These machines have been supplied to both Indian Automotive as well as International Automotive customers.
The machine uses ORIGINAL SAMP Technology to create accurate chamfering Results. The Results from SCT3 machine are clearly superior to competing technologies. It is one of the most copied but never equalled machine ! Its success is evident from the fact that it is the preferred technology for many Automotive OEMs.




