


Determining the right deburring process –
Definition of the burr class gives some indication of the deburring process. However, there is much more than this. There are no clear-cut formulae to determine the optimum deburring process. Therefore, the experience is vital in order to arrive at optimum deburring process that gives the desired productivity.
The right deburring process also depends on the specifications on the part related to deburring, edge rounding and specific edge definition. Some parts specification includes the micro radius on the edges. On slide 13 bottom pictures and the drawing.
It is also necessary to do the deburring without damaging the base material.
Brush Deburring Principle
Cutting of the root trough “Hammering” of the filament tips on the burr

Edge rounding trough the mechanical / abrasive action
As A General Rule, The Filament Direction Must Be Against The Cutting Tool Path And Perpendicular To The Edge To Deburr.

Stamped or fine grinded parts
For Flat Parts Deburring vibratory bowl method are very common, however, such a mass deburring process takes longer time and consumes a lot more power. Mechanical deburring with abrasive belts, wheels and brushes are used for deburring specific areas on the flat surfaces very effectively.
The deburring can be dry or wet process. The advantage of wet process is longer life of the brushes. The coolant used keeps nylon bristles cool and free from getting damaged due to the heat of the deburring process.
Abrasive belt grinding process is used for removing heavy burrs (Class 3 burrs). This process is quite known and is used very widely. Lesser known is the planetary deburring process.
Planetary Deburring Technology –
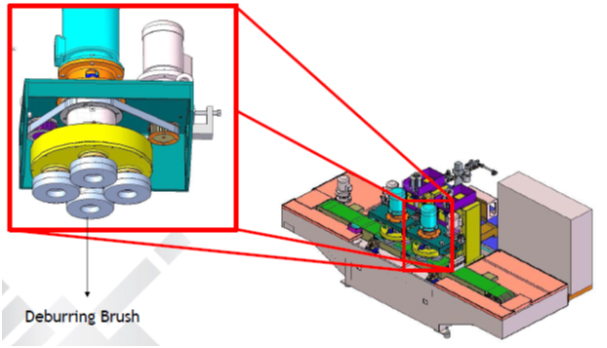
Planetary Deburring head uses 4 abrasive bristle brushes that rotate in opposite direction thereby removing the burr in all directions. This process does not damage the base material and in fact it improves the texture on the base material.
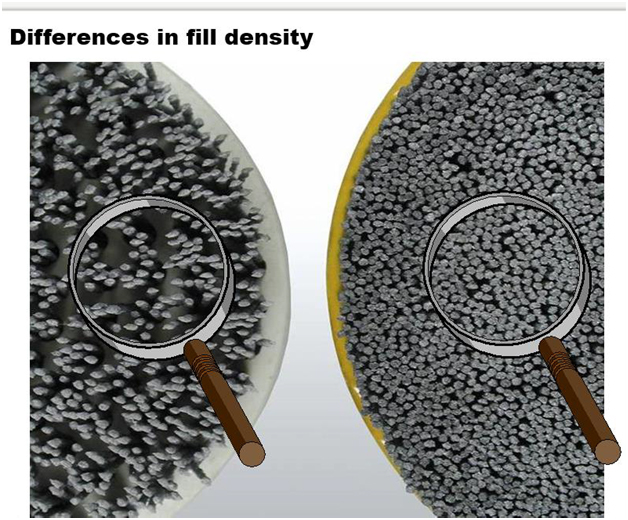
Deburring Cup Brush Type – Slide 14

These cup brushes are made with nylon bristle impregnated with abrasives. There are indeed multiple brush options available. The main factors are bristle diameter and length, density of bristles in the brush, abrasive grit used and the pattern in which bristles are positioned on the brush. The deburring effect and edge radius can be fine tuned and obtained by changing the brush type. Also, the brush rotation RPM and drum rotation RPM can be varied to achieve the desired results. Another important aspect is the interference of the brush with the part and the wear compensation.
A very wide range of parts manufactured today need proper deburring.
We will talk about this in Part 3..please DO follow us..



