

 Greenhouse emissions and Energy efficiency are the critical aspects pushing the limits of Powertrain Engineering in the Automotive industry. ‘Lightweighting’ and ‘friction reduction’ are two key strategies in this aspect. Deploying both strategies requires a stringent surface finish and geometry parameters on Critical powertrain components such as Crankshafts, Camshafts, Gearbox shafts etc. Microfinishing is a mission critical process required to achieving these specifications. Over the last few years microfinishing technology has crossed several milestones and made possible key advances in Vehicle Performance.
Greenhouse emissions and Energy efficiency are the critical aspects pushing the limits of Powertrain Engineering in the Automotive industry. ‘Lightweighting’ and ‘friction reduction’ are two key strategies in this aspect. Deploying both strategies requires a stringent surface finish and geometry parameters on Critical powertrain components such as Crankshafts, Camshafts, Gearbox shafts etc. Microfinishing is a mission critical process required to achieving these specifications. Over the last few years microfinishing technology has crossed several milestones and made possible key advances in Vehicle Performance.
Microfinishing for Next Generation Automotive Powertrain Components
Process of Microfinishing with film backed abrasives was developed to achieve consistently uniform finishes faster and more efficiently. Microfinishing generates Lubricating Characteristics at Surface Contact through a Highly Engineered Surface Finish so that the surface provides maximum bearing area to take up heavy loads and at the same time retain enough oil on the surface for adequate lubrication.
High-Performance Automotive Powertrains require stringent specifications to be delivered by the microfinishing process. Finer Surface Finish parameters for Friction reduction, specialized surface texture characteristics for oil retention, improved noise-vibration characteristic using roundness characterization are some of the updates required. There is a clear benefit in vehicle performance as a result of achieving these specifications which automotive industry cannot afford to ignore.
WHAT IS MICRO-FINISHING?
Micro-Finishing is a method or process to remove the surface material of a dimensionally finished part to provide a precise fit to the mating part. An examination of the texture left on a metal surface as a result of machining operation will reveal tool marks, fragmented metal, chatter, etc. It is the micro-finishing operation that must be used to generate the final surface texture required for service life, performance and reliability of a product.
A non-microfinished surface relates to a snow covered lake. A person’s weight will produce foot prints in the snow whereas, the ice will even provide support for the concentrated pressure of a person on ice skates. When a metal or steel part is machined, the surface becomes fragmented and also annealed if a heat generating grinding process is used. This type of surface will not support high bearing loads. Microfinishing is the process that removes the fragmented and annealed surface, leaving base metal for greater bearing loads.
Surface Finish and Friction Reduction
The condition of Hydrodynamic lubrication is desired for smooth motion. In order to achieve this, the thickness of the oil layer must be greater than the variations in the surface (i.e. Surface roughness). The thickness of the oil layer also gives rise to energy losses. There are 2 approaches to reducing these energy losses :
- Reducing oil layer thickness
- Reducing oil viscosity
Applying both the approaches requires a finer surface finish which can retain a finer film of oil.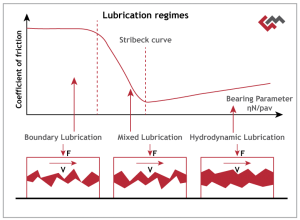 Traditionally Microfinished components have been specified with Surface finish values in the range of Ra 0.15-0.2 Microns. Next Generation automotive powertrain requires Surface finish values in the range of Ra 0.06 – Ra 0.1 Microns to enable a finer oil film and thus reduce energy losses in powertrain to a substantial extent.
Traditionally Microfinished components have been specified with Surface finish values in the range of Ra 0.15-0.2 Microns. Next Generation automotive powertrain requires Surface finish values in the range of Ra 0.06 – Ra 0.1 Microns to enable a finer oil film and thus reduce energy losses in powertrain to a substantial extent.
Roundness Characterization and Noise Reduction
Traditional specifications on geometry of Powertrain components have included roundness, straightness, cylindricity. Next Generation parts, especially high speed gearbox shafts and camshafts need to have specifications that characterize roundness. Roundness Profile can be Broken Down into Constituent Parts consisting of undulations around the profile. These undulations are produced usually by Manufacturing Process and affects the way in which a part will behave. The following terms are important in this respect :
- UPR = Undulations per Revolution
- FFT = Fast Fourier Transforms
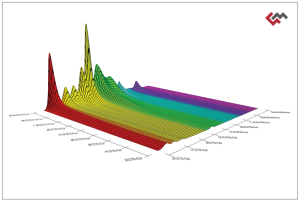
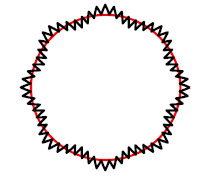
Upon makin g a FFT analysis of a Roundness profile it is found that the profile consists of different amplitudes at different UPR values. The amplitude at 1 UPR reflects the roundness value and so on. For a given roundness it is desirable that the amplitudes at higher UPR values are lower and lower. The noise characteristic of the component in motion is highly dependent on the amplitude at a particular frequency of rotational motion.
A mathematical function using exponentials is used to define the tolerance band for roundness characterization :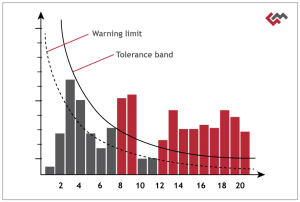
RTD Function![]() with n = n0 + k/w
with n = n0 + k/w
S(w) = permissible waviness depth of the w-th term in the Fourier analysis
R = permissible roundness deviation
W = w-th term in the Fourier analysis
n0 = type dependent parameter
K = type dependent parameter
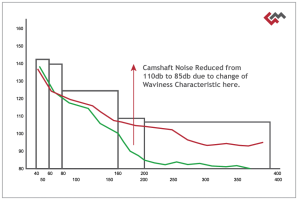 Manufacturing processes such as Turning or Grinding usually generate a fine chatter that reflects in the FFT analysis. Since the nature of the machining process is itself generating this chatter, finer machining is unable to reduce the amplitudes. Advanced Microfinishing process is able to do this, as illustrated in the figure below. Such a control of Roundness Characteristic has tremendous benefits in noise reduction.
Manufacturing processes such as Turning or Grinding usually generate a fine chatter that reflects in the FFT analysis. Since the nature of the machining process is itself generating this chatter, finer machining is unable to reduce the amplitudes. Advanced Microfinishing process is able to do this, as illustrated in the figure below. Such a control of Roundness Characteristic has tremendous benefits in noise reduction.
Surface Texture Characteristic and Oil Retention
Several Powertrain Shafts such as Crankshafts, Gearbox shafts and sometimes Camshafts have Oil Seal Diameters. Traditionally a “Straight Line Finish” was specified on these diameters to ensure oil retention. Next generation powertrain uses lower viscosity oils, requiring a characterization of the “straight line” with a number “Lead angle” and a tight control over this number. The figure below illustrates the definition of “Lead Angle”. Note that the measurement can also be done using computing method available on advanced metrology equipment for surface testing
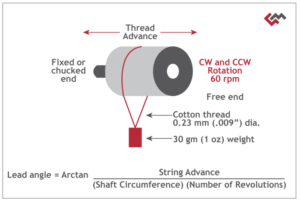
Machining processes such as turning and grinding create a natural lead angle. Microfinishing process is used to ensure that the finished component is with no lead. The specifications for such are typically within 0.2 Degrees lead.
Case Study: Specifications of State of the Art Crankshafts
Crankshaft is the heart of an engine. This mission critical component transmits power from the combustion chamber to the powertrain. Specifications on a Crankshaft have undergone major advances globally in the past few years. While Friction Reduction has demanded finer and finer finishes, Lightweighting (and the resulting downscaling of engines to 2 and 3 cylinder engines instead of 4 cylinder engines) has led to more bearing loads on the crankshafts features. At the same time user experience demands higher speeds, longer Engine Life and Lowest NVH (Noise, Vibration and Heat) have all led to tighter and tighter expectations from the crankshaft.
Some of the Specifications for Next Generation Crankshafts :
- Surface Finish Ra values to be lesser than typically Ra 0.1 microns on Main and Pin Journals
Tighter Oil Seal Finish requirements required to use thinner oils - Bearing Area Htp requirements on all journals
- 5-20% Htp : 0.20 microns Depth
- 5-75% Htp : 0.40 microns Depth
- -90% Htp : 0.80 microns Depth
- Dynamic Unbalance typically less than 10 gm cm.
Most modern Automotive Crankshafts are microfinished using multiple Level processes, such as Level II or Level III Microfinish and dynamically balanced on an automatic precision balancing machine.
Conclusion – Microfinishing for Next Generation Powertrain Parts
Microfinishing is a Key Process Technology in Automotive Powertrain for achieving vehicle performance in terms of energy efficiency and noise reduction. Stringent Specifications on surface finish and geometry characteristics of crankshafts, camshafts and gearbox shafts lead to significant benefits in powertrain performance. In particular, finer surface finish enables in energy efficiency by reducing oil film frictional losses in all components, roundness characterization and control reduces noise level, especially for camshafts and gearbox shafts, and lead angle specifications enable use of lower viscosity oils without leakage.
About Grind Master NANOFINISH Microfinishing Machines
Grind Master NANOFINISH range of machines includes Microfinishing and Superfinishing Machines. A wide variety of Microfinishing Machines covers the full range of crankshafts and camshafts, from 200mm to 3500mm. The Machines are based on a modular design concept and can be optimized for specific applications with configurable stations including no. of arms, Arm positioning mechanisms and Automation Systems, Peripheral Systems. Optional additions include Deburring Units. The Machines are controlled with and Engineered Software – NANOFINISH Control System – built for finishing machines.
The state of the art range of machines NF Series are packed with several features that make them a market winner. Optimized Cycle times, Quick Setup Change, Quick Tooling Change, Ease of Maintenance are some of these. Together with the Process Know-how gathered over microfinishing more than 20 million Engine Components, Grind Master provides complete Microfinishing Solution.
With Over 300 machines worldwide, 10 Registered Designs and 7 Technology Patents (Pending) for NANOFINISH series, Grind Master is a leader in Microfinishing Technology.



