Conveyorized Belt Grinding/deburring Machine

Methodology – component to be deburred are loaded on a moving conveyor that runs under the belt grinding and deburring heads. Head selection and sequence of operation depends on the burr level and commensurate deburring process. For heavy burr, 1 – 3 abrasive belts are used first followed by non-woven brushes or abrasive bristle cup brushes.
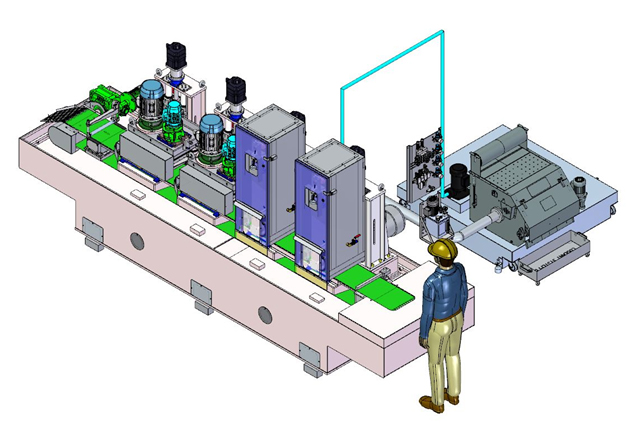
The parts to be deburred are loaded manually or with auto job loader on the conveyor at the input side of the machine. The conveyor which is continuously moving brings the parts under the deburring heads. Deburring heads of various types are used depending on the burr level and optimum process which is decided. There are abrasive belt heads, wheel heads and planetary deburring heads. The deburring process can be dry or wet. The job holding while the part is deburred is either by magnet or by vacuum. The machines are modularised and are suitable for medium or high volume production. For high volume it is advisable to use auto loaders where in the stack of the parts is kept in a loader and one part at a time is pushed on to the conveyor. The machines can be with manual head adjustments for setting up the part thickness. The modern machines are with motorised or automatic job size setting. For the wheel and brush heads, wear compensation is an important aspect, and it can be manual, motorised or automatic.
For wet deburring, coolant filtration systems of different types are used. The filtration level is important as well as the coolant flow is determined by the deburring process. For heavy deburring more coolant flow is desired.
For the parts that require deburring from both sides, part reversing automation can be inbuilt into the machine. This not only improves productivity, but auto job reversal ensures that the parts are deburred from both sides without fail.